【塑料衬板厂家】 塑料衬板的生产与装配
缠绕式提升机大多配备了螺旋绳槽塑料衬板 (以下简称塑衬),塑衬上加工有螺旋排列的绳槽。塑衬具有质量轻、机械强度较高、耐磨、耐油、耐潮湿等特点;它使用方便,具有良好的经济性。塑衬材质的弹性模量低于钢衬,可以降低钢丝绳与绳槽的接触应力,从而减少钢丝绳的磨损,延长钢丝绳的使用寿命。
塑料衬板(滚筒衬板)在我国提升机上已成功应用了数十年。近年来,我国地下矿产资源的开采向深层扩展,开采深度不断增加,缠绕式提升机的规格越来越大,卷筒宽度越来越宽,应用塑衬的提升机规格也随之越来越大。卷筒直径已经从最初的 1.6 m 增大到 5.5 m,甚至 6.0 m;卷筒宽度已经从最初的 1.2 m 增加到 3.0 m以上。塑衬与卷筒采用不同材质,两者的线膨胀系数并不相同。
塑料衬板生产及安装的主要步骤如下:
(1) 调配塑衬材料,装入挤出机;
(2) 加热挤出机;
(3) 将塑衬材料从挤出机中挤出;
(4) 将挤出的塑衬材料放入模具中压制;
(5) 削除塑衬飞边;
(6) 压制塑衬绳槽;
(7) 划线,采用锯床将塑衬加工出所需长度;
(8) 加工塑衬底部倒角;
(9) 给每块塑衬编号;
(10) 将塑衬运输至提升机安装车间;
(11) 在塑衬上钻孔,逐块将塑衬安装到卷筒上;
(12) 修配安装最后一块塑衬。至此,塑衬安装完毕。
塑衬应用于缠绕式矿井提升机上,塑衬的主要参数有塑衬长度 L、节距 T、绳槽半径 R、上表面宽度B、下表面宽度 b 等。缠绕式提升机应在无爆炸介质、空气温度为 5~ 40℃ 的环境中工作。可见,塑衬应用的最低温度为 5℃,最高温度为 40℃。同时,根据相关标准,塑衬尺寸要在标准温度 23±2℃ 的状态下静置 24 h 后再进行测量。根据塑衬的加工过程,上述参数采用的工序和测量时的温度如表 1 所列。
表1 塑衬主要参数所采用的工序、检测与应用温度
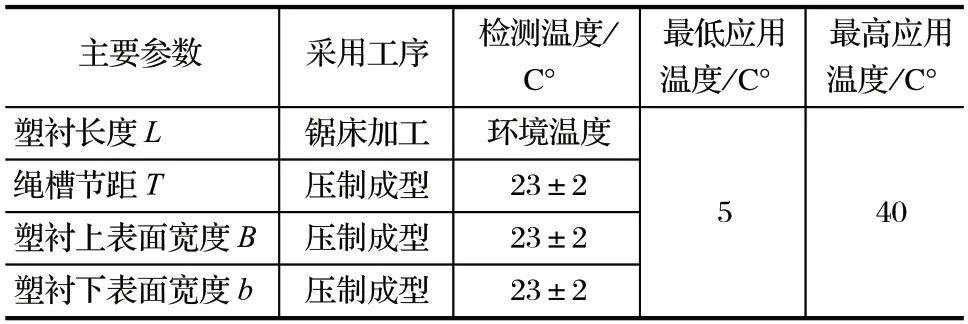
由表 1 可知,以平均检测温度 23℃ 考虑,塑衬最高应用温度为 40℃,比检测温度高 17℃;最低应用温度为 5℃,比检测温度低 18℃。以此为条件,计算随温度变化时塑衬与卷筒的相对变形量。
需要注意的是,采用锯床加工塑衬长度时,如果环境温度并不是国标规定的 23±2℃,而是低于该温度 (这种情况在冬季加工塑衬时较容易出现),则可能出现温升变化大于 17℃ 的情况;如在环境温度为5℃ 的情况下,锯出塑衬长度,而提升机现场最高温度达到 40℃,则温升可能高达 35℃。


