【塑料衬板厂家】线膨胀系数对塑料衬板宽度的影响
一、塑料衬板宽度的设计及影响因素
塑料衬板在卷筒上的分布如图所示。通常,主要根据提升机的规格、塑衬根数、塑衬厚度等参数,来设计塑衬宽度 B 和b 的公称尺寸。
根据 JB/T 10994—2010《缠绕式矿井提升设备用塑料衬板》中规定的提升机规格、塑衬根数和厚度,计算 B 和 b 的公称尺寸,如表所列。
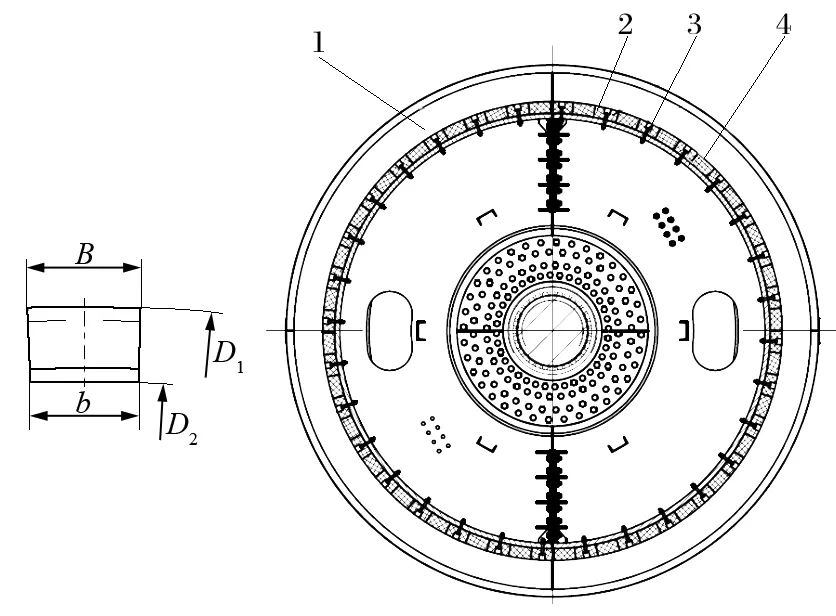
塑衬在卷筒上的分布
1.挡绳板 2.塑衬 3.安装螺栓组件 4.卷筒筒壳
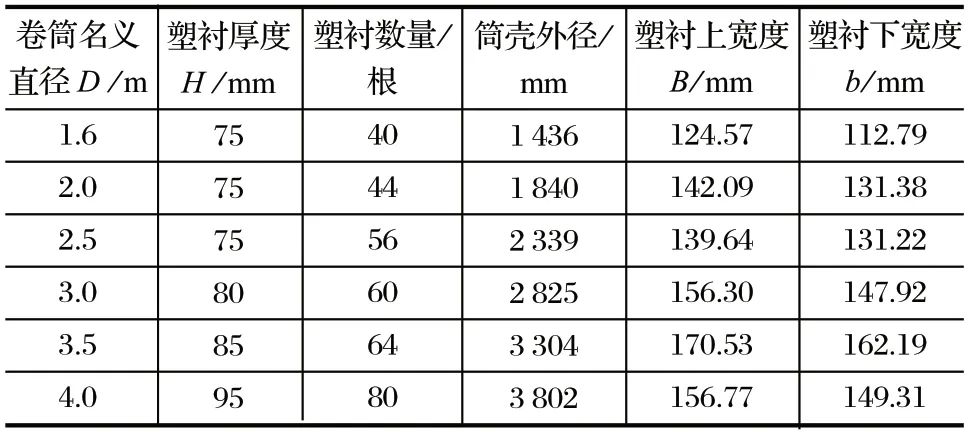
不同规格的提升机所采用的塑衬参数
在宽度尺寸 B和 b 的公差设计方面,目前塑料衬板生产厂家在设计塑衬时,习惯将公差定为提升机出厂前,塑衬在装配车间逐块安装到提升机卷筒上,为了保证排列紧密,安装时每块塑衬之间尽量压紧,最后一块塑衬需要进行修配。
二、温度变化及变形量
塑衬通常在车间内完成安装。塑衬如果在冬天安装,夏天时,则温升为 35℃,塑衬将发生膨胀变形。
线膨胀系数对塑衬宽度公差的影响分为两种情况,一种是单块塑衬的宽度变化;另一种是整个圆周方向累积塑衬的宽度变化。根据表数值,利用公式进行相关计算,可得塑衬宽度 B 和 b 的相对变形量如表所列。
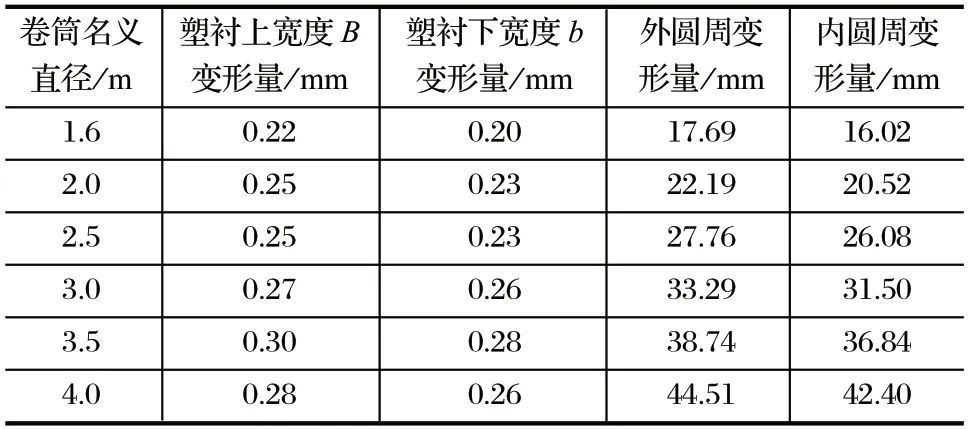
线膨胀系数对塑衬宽度及卷筒圆周变形的影响
由表可知,卷筒规格为 3.5 m 时,单块塑衬变形最大,上宽度 B 的相对变形量为 0.30 mm,下宽度b 的相对变形量为 0.28 mm;卷筒规格为 1.6 m 时,单块塑衬变形最小,上宽度 B 的相对变形量为 0.22 mm,下宽度 b 的相对变形量为 0.20 mm。提升机卷筒直径越大,塑衬的外圆周累积变形越大,4 m 规格提升机的塑衬累积变形最大,外圆周变形为 44.51 mm,内圆周变形为 42.4 mm。
三、选择与建议
目前塑衬生产厂家在设计塑衬时,习惯将塑衬宽度公差定为 。在塑衬安装时,装配车间反映安装及修配困难。根据表所列,单块塑衬的变形量较小,但其在圆周上的累积变形量不可忽略。这个变形量可能导致塑衬的挤压变形,对卷筒和塑衬的使用寿命带来不利影响。
因此,建议生产厂家将该塑衬的宽度 B 和 b 的公差改为同时,塑衬安装时,要保证各块塑衬之间留有均匀的间隙,避免温升以后塑衬膨胀出现相互挤压的现象。


