摩擦式提升机钢丝绳抖动故障诊断与分析-摩擦衬垫厂家
钢丝绳抖动对多绳摩擦式提升机的运行危害很大,如果不能引起足够的重视,往往会给矿山的安全生产带来隐患。针对某矿副井摩擦式提升机钢丝绳出现严重抖动的问题,经分析,把引起钢丝绳抖动的原因聚焦在钢丝绳张力是否平衡、提升机电控和主轴承是否存在故障 3 个方面,并制定相应测试方案。经过现场测试和结果分析,最终确定了钢丝绳抖动的原因。

摩擦式提升机依靠摩擦力来提升重物,就其工作原理来说,它与缠绕式提升机最大的区别在于其钢丝绳不是缠绕在卷筒上,而是搭在摩擦轮上,在绳的两端各悬挂一个提升容器,借助于安装在摩擦轮上的绳槽和钢丝绳之间的摩擦力来传递提升的动力,使提升容器上下移动,从而完成物料、人员的提升或下放。
从摩擦式提升机的运行原理可以看出,钢丝绳的稳定运行对整个提升系统起着关键性的作用,一旦钢丝绳出现问题,往往给整个提升系统的安全运行带来危害。比如当钢丝绳出现抖动时,会直接导致摩擦力的不稳,当抖动幅度变大或抖动时间延长时,很容易出现滑绳事故,损伤摩擦衬垫,而摩擦衬垫的损伤又会加剧钢丝绳的抖动,从而产生恶性循环,最终导致严重的后果。
但是目前矿山设备的管理部门对钢丝绳抖动问题不够重视,出现问题后无视问题的存在,使得设备带病运行,导致事故频发。因此,亟待对钢丝绳抖动产生的原因进行深入分析。
1 提升系统运行情况和故障描述
某矿山副井摩擦式提升机型号为 JKMD-3.25×6(Ⅲ)E,采用低速直连直流电动机拖动,电动机功率为 800 kW,转速为 42 r/min,采用刚性罐道单罐笼配平衡锤的提升方式,使用的是同一厂家、同一型号、同一批次生产的钢丝绳。
在运行中,存在钢丝绳抖动的现象,具体表现为提升钢丝绳在提升机房出绳口处有明显的上下摆动,无论是配重上提或下降,抖动都会存在。
2 故障诊断方案设计
对钢丝绳抖动问题进行初步分析,判断故障原因可能是井架变形或钢丝绳绳槽直径不一致。当井架某个角的地基出现下沉时,会导致天轮轴倾斜,钢丝绳在运行中出现行程差,从而使钢丝绳张力不平衡,致使钢丝绳抖动。但实际测量了天轮轴与主轴装置的平行度后,发现井架并未出现变形,提升机主轴中心线与天轮轴中心线平行度良好,排除井架变形。对于绳槽的问题,通过和矿方的沟通交流,确认该矿定期对绳槽进行车削,且实际测量结果显示绳槽的有效直径一致,也排除绳槽的问题。
在提升机运行中,偶然发现司机操作台显示屏处的系统速度图有轻微的上下跳动,但由于分辨率较差,不能显示细节。是否为电控系统故障或者主轴故障,导致速度图出现周期性跳动?带着这些疑问,笔者把研究重点放到以下 3 个方面:一是钢丝绳张力是否平衡,这是导致钢丝绳抖动的直接原因;二是提升机电控是否出现故障;三是提升机主轴承是否存在故障。针对上述 3 个方面,设计了以下测试方案。
2.1 钢丝绳张力测试方案
钢丝绳张力可以通过测量振动频率后计算得到。根据弦振动理论,忽略垂直效应和抗弯刚度,钢丝绳张力
在m 和 L 保持不变的情况下,钢丝绳张力 T 与钢丝绳自振频率 fn 的平方成正比。通过测振仪器和软件分析可以得到自振频率 fn,利用得到 根钢丝绳的张力值,最后通过计算确定钢丝绳张力的偏差。
2.2 提升机电控测试方案
判断提升机运行是否稳定,最常使用的测试方法就是对比提升机的运行速度和驱动电动机的电流。通过智能测试仪对两项进行实时监测,采集提升机配重上提时的速度运行曲线和电动机电流曲线,分析曲线变化规律,从而判断提升机运行是否平稳。
2.3 主轴承振动测试方案
在提升机正常运行下,利用测振仪器对电动机和滚筒的连接主轴承进行振动检测,经过仪器自带的软件进行频谱分析后得到振动频谱图,再与轴承的故障频率进行比对,从而判断频谱中是否存在轴承的故障频率,进而确定主轴承是否存在故障。主轴承振动测试测点及方向。
在提升机正常提升时,分别在主轴承的驱动端和非驱动端,对主轴承的水平、垂直和轴向 3 个方向进行振动监测。
3 故障诊断分析
3.1 钢丝绳张力测试分析
钢丝绳张力测试在 2 种工况下进行,分别是配重在井口时和配重在井底时。测试时,提升机要保持静止状态,用小锤依次敲击钢丝绳,并用测振仪器记录数据。从非驱动侧到驱动侧的钢丝绳编号为 1~6,如图 2 所示。钢丝绳振动测试所。
由计算可知,当配重在井口时,钢丝绳张力的最大偏差为 8.3%;当配重在井底时,钢丝绳张力的最大偏差达到了 13.6%。井底时,钢丝绳张力的最大偏差超过了《煤矿安全规程》第 411 条要求的“任一根提升钢丝绳的张力同平均张力之差不得超过±10%”,表明这 6 根钢丝绳所承受的拉力不平衡。因此,确定钢丝绳振动的原因是张力不平衡。
3.2 提升机电控系统测试分析
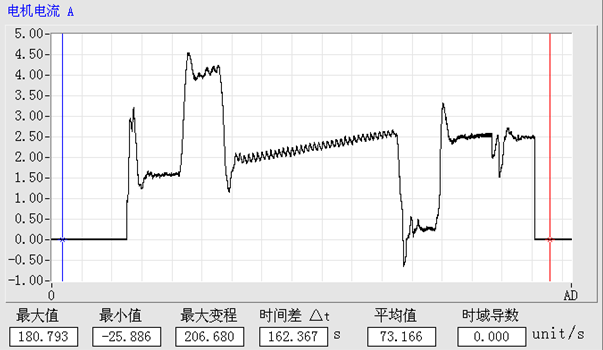
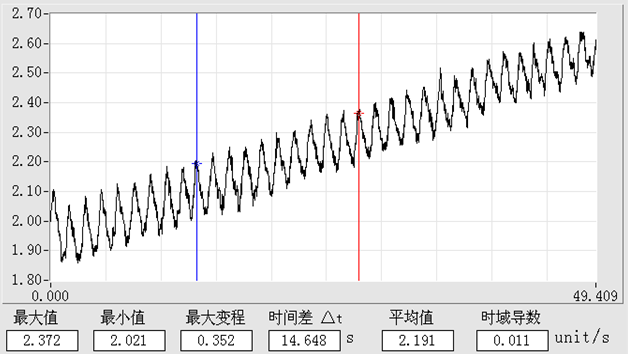
提升机的运行由电控系统控制,使用智能测试仪采集提升机配重上提时的速度曲线和电动机电流曲线,如图 3、4 所示。为了分析提升机最大速度运行时提升速度和电动机电流的细节变化,通过处理得到局部放大图,如图所示。
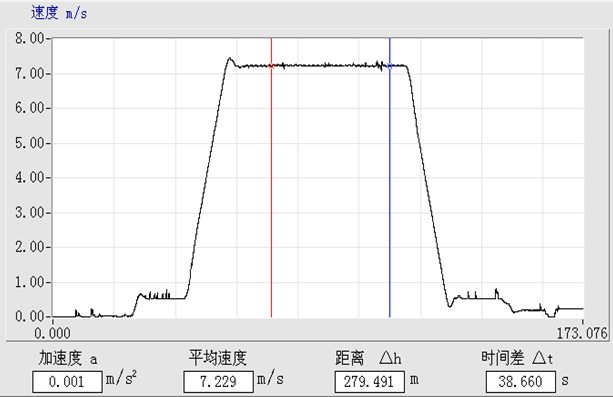
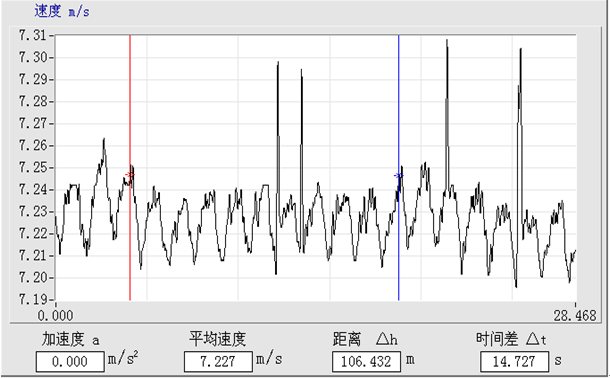
由图可知,提升机配重上提时,运行速度有明显的周期性变化,周期为 14.7/10=1.47 s,频率为周期的倒数,通过计算得到速度变化频率 f1=1/1.47≈0.68 Hz。
由图可知,提升机配重上提时,电动机电流同样有明显周期性变化,周期为 14.6/10=1.46 s,频率f2=1/1.46≈0.68 Hz。
综合上述计算,提升机运行速度和电动机电流出现同频率周期性变化,初步判断可能是由于提升机的控制系统出现故障,导致电动机电流出现周期性变化,进而引起速度的周期性变化。
3.3 主轴承座振动结果频谱分析
按照制定的方案,在提升机正常运行时,对主轴承的驱动端进行振动测试,其水平方向和垂直方向的振动频谱如图所示。
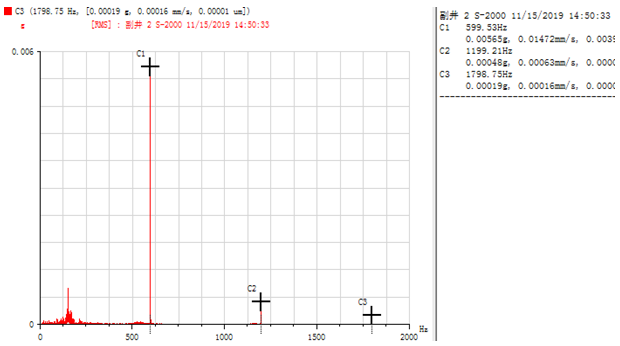
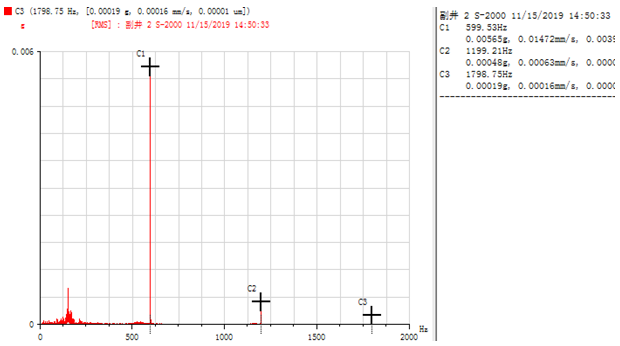
由图可知,振动的主频率中没有轴承故障特征频率,表明轴承运行状态良好,未出现故障。但是在水平和垂直方向的频谱图中,都发现 600 Hz 频率及其倍频成分,且该频率成分的幅值最高,其对应的是 2 倍的 SCR (全波整流可控硅故障特征频率)。在频谱图中出现此频率,说明电控系统出现故障,导致提升机运行速度不稳,与前面测试的速度图可以相互印证。
将同样测点、同样方向该频率成分的单峰幅值与该矿主井使用的轴承 (与副井相同)相比较,结果如表2 所
由表 2 可以看出,副井垂直方向的 600 Hz 频率成分的单峰幅值明显比主井大很多。根据直流电动机相关理论,出现该频率成分 (600 Hz)即表明电气故障。结合提升机运行速度图和电动机电流曲线出现的周期性变化,共同将问题指向了电动机电控。通过后期联系电控厂家,消除电控系统的故障、平稳运行后,钢丝绳抖动问题得到明显改善。


