多绳摩擦式提升机的摩擦衬垫磨损介绍
摩擦衬垫是多绳摩擦提升机重要元件,它承担着提升钢丝绳容器、煤料、平衡尾绳等重量以及运行时各种动载荷与冲击载荷,所以分析摩擦衬垫磨损原因,做好安全预载荷与冲击载荷,所以分析摩擦衬专防,对保证提升达到设计生产能力,防止提升过程中的滑动,确保提升安全具有重要的意义。

摩擦衬垫的使用中会不断磨损,而且各绳的磨损程度也不同,分析其原因,主要有以下三种。
1.1紧急制动产生的滑绳磨损提升机紧急制动时,提升钢丝绳可能与摩擦衬垫间产生滑动,滑绳的产生,使摩擦衬垫急剧磨损,并使绳槽不圆,甚至可能会对衬垫产生破坏性的作用。
1.2提升钢丝绳在滚筒磨擦衬垫上的蠕动造成的滑动磨损。
如图 1所示,提升重载时,钢丝绳两侧张力不等,钢丝绳两侧张力不等,T₁>T₂,T₁侧钢丝绳的弹性伸长大,当钢丝绳由 A点转到 B 点时,张由T₁减至T₂,钢丝绳的弹性伸长也随之减少。每段钢丝绳绕过滚筒时,都有这样一个长度的微量变化过程,致使钢丝绳在摩擦衬垫滑动弧上产生弹性蠕动,蠕动的方向总是朝着张力大的一侧,因此蠕动是摩擦提升中不可避免的,也是造成衬垫和钢丝绳产生经常性摩擦的主要原因之一。
由于蠕动的钢丝绳对衬垫表面拉出痕槽,对衬垫造成滑动磨损。相对位移距离越长,滑动磨损越严重,滑动磨损的产生与材料的摩擦系数关系密切,相同条件下,摩擦系数越高,相对滑动距离越短,滑动磨损越小。同时,钢丝绳的表面光洁度和形状决定着滑动磨损的程度,钢丝绳的断丝、锈蚀会加剧衬垫的滑动磨损。
1.3几根钢丝绳张力不同产生的磨损当钢丝绳自动张力平衡装置油缸泄漏,不起作用时,造成提升钢丝绳运行中其一根或几根钢丝绳的两侧张力差超过了防滑的极限,这时出现钢丝绳滑动现象,使该钢丝绳所处的绳槽很快磨损,结果该绳槽直径愈小,滑动愈严重,形成恶性循环;或当某段钢丝绳出现异常时,致使绳槽磨偏,整个绳槽呈椭圆形。从而出现几个 绳槽直径不同,是衬垫磨损的主要原因之一。
2.1 加强提升设备的检修及人员的培训加强对提升设备的检修,确保其完好性,同时提高操作司机的业务技术水平,严格执行操作规程,尽量避免提升过程中紧急制动。
2.2加大钢丝绳自动张力平衡装置和钢丝绳的维护保养特别是对油缸的检修,及时处理和更换渗油的油缸,及时调整钢丝绳张力,使提升钢丝绳在动、静状态下都能保持张力自动平衡,及时减少或消除钢丝绳本身刚度误差引起的钢丝绳应力变化,减少因张力不平衡使钢丝绳在滚筒摩擦衬垫上产生的蠕动。
2.3选用高性能摩擦衬垫
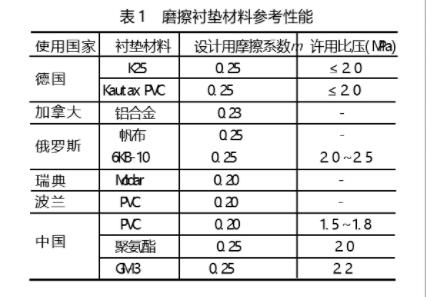
由于摩擦衬垫承担着各种重量和载荷,所以它必须有足够的抗压强度,它与钢丝绳之间必须具有足够的摩擦系数 (m0.25)摩擦衬垫材质的优劣对提升机的工作性能、应用范围工作安全等都有直接的影响,在选用衬垫材料时,应考虑到以下几个特性:衬垫材料有较大的摩擦系数,较好的耐压、耐磨损性能和抗老化性等。表1为几种材料的参考性能。
在选用衬垫材料时不仅要注意到其许用值和测试值,还要注意到摩擦系数可能出现的变化,例如:(1)摩擦系数对有油水和煤粉时的变化及敏感程度(2)摩擦系数因压强和相对滑动速度以及温度的不同而产生的变化,多数衬垫材料的摩擦系数均随压强增加而减少3)摩擦系数的测试值与测试方法有关,同一材料不同测试方法,可能得到数据差异较大。
因此,在选择衬垫材料时应尽可能选用摩擦系数稍大、耐磨性好的衬垫材料,这样不仅能保证较好的正常传动,而且也可以提高设备能力,但不是摩擦系数愈大愈好,因为在某些情况下,钢丝绳的滑动,有利于保护机械设备,使其免于过载。
2.4涂增磨脂
对提升钢丝绳涂专用增磨脂,不仅可保证钢丝绳与摩擦衬垫间的摩擦系数,也可防止钢丝绳锈蚀,起润滑作用,减少摩擦阻力、磨损,进而减少断丝,提高钢丝绳使用寿命。
3 摩擦衬垫磨损的处理方法- 车削绳槽根据《煤矿安全规程》第四百二十三条规定,摩擦提升装置的绳槽衬垫磨损剩余厚度不得小于钢丝绳直径,绳槽磨损深度不得超过 70㎜,否则必须进行更换,但当提升机在运转中各衬垫磨损不均匀,使各绳槽直径产生误差,为保证几根钢丝绳上负荷分配均匀,绳槽直径误差达到一定值,如大于(15~2㎜)时,必须对衬垫进行调整、车削,现将我矿JKD2.8x6多绳摩擦提升机车削绳槽方法介绍如下:
将两提升容器置于井简的中部附近,调整容器上的钢丝绳张力平衡装置油缸,使所有的活塞杆都处于近似水平位置。在钢丝绳的同一水平面上,记上 6个符号,开动提升机,将记有符号的一侧钢丝绳下放,转动圈后(圈数是任意的,以停车时人们便于观察记上的符号为宜) 停车,测出各记号的高低差值 ∆。符号最高的那根钢丝绳的绳槽直径最小,不宜再车削,相应的调整其它几把车刀的进刀量d₁,使按计算治调整进刀量,再车削,直到各绳槽直径偏差小于0.5㎜为止。
对于立式多绳摩擦提升机车槽装置是安装在滚筒正下方在车槽过程中,6根钢丝绳仍放在绳槽上,不影响钢丝绳运行还能用记号法检查车槽后的效果。


